施努卡机器视觉 2020-11-18 12359
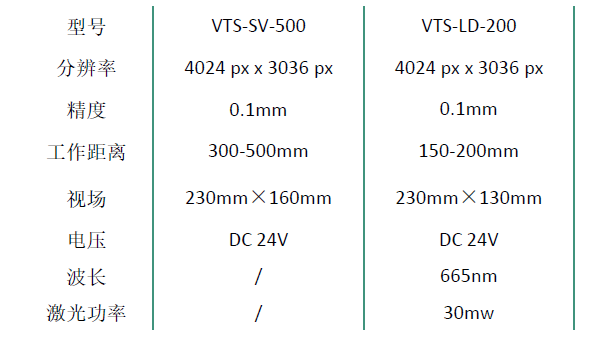
安装方式: 2D 传感器 *2 -固定安装; 固定安装; 3D 扫描传感器 扫描传感器 *1 -直线移动安装; 直线移动安装; 直线移动安装;
输出内容:全尺寸照片; 输出内容:全尺寸照片; 激光码 与二维激光码 与二维激光码 与二维识别结果;不合格品检测 识别结果;不合格品检测 识别结果;不合格品检测 识别结果;不合格品检测 识别结果;不合格品检测 报告(型号、序列 号、不合格原因); 号、不合格原因); 号、不合格原因);
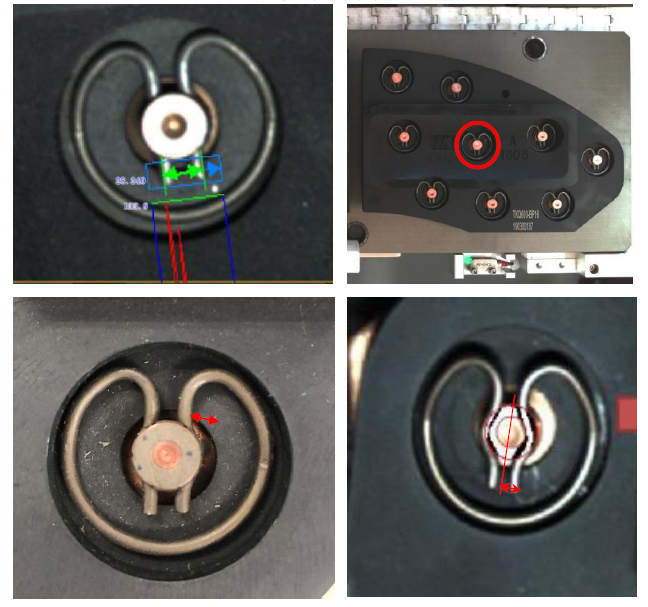
识别特征:闸片圆孔、 卡簧 前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧前端与安 装柱距离、卡簧装孔底部距离、字符轮廓; 装孔底部距离、字符轮廓;
通讯方式:工业总线
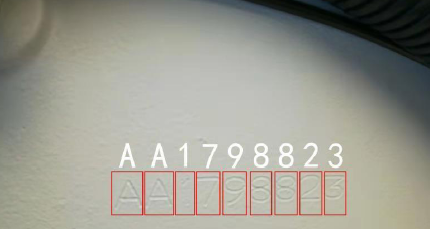
字符识别: 建立模板,通过提取轮廓与自动匹配生成可编程传输的字符
轮胎字符读码检测
油漆字符读码检测
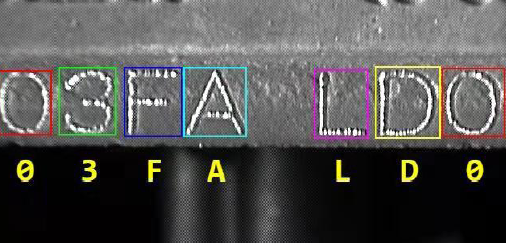
字符读码检测
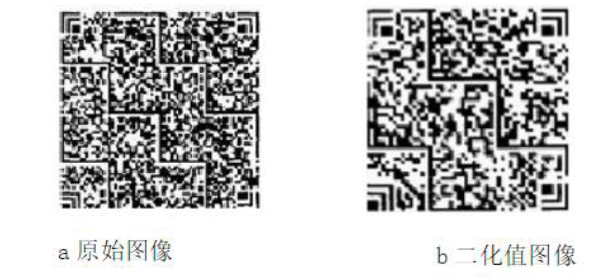
二维码识别: 图像预处理 -二值 化,降噪处理、边缘检测轮廓 特征提取、解析信息
人工贴签,拍确认按钮
机器人01接收信号抓取闸片
机器人01接收信号放入闸片至检测1位,到位后发出信号
2D传感器接收信号取图像,系统计算,发出结束信号
积放链接收信号传输,到位后发出信号
3D传感器接收信号取图像,系统计算,发出结束信号
系统汇总得出报告,并将对应零件标记结果反馈给PLC
积放链接收信号传输,到位后发出信号,语音提示下件
人工根据语音提示,将对应零件放入对应料台
1、广角畸变问题;
解决办法一种是使用远心镜头,但目前镜头产品视野覆盖不了本项目需求;另一种是双传感器做拼接,各自取最优成像位置,推荐用此方法;
2、产品种类较多,闸片外形尺寸、高度、钢背镀层颜色(如图所示镀铜色)、卡簧数量及位置分布不同;
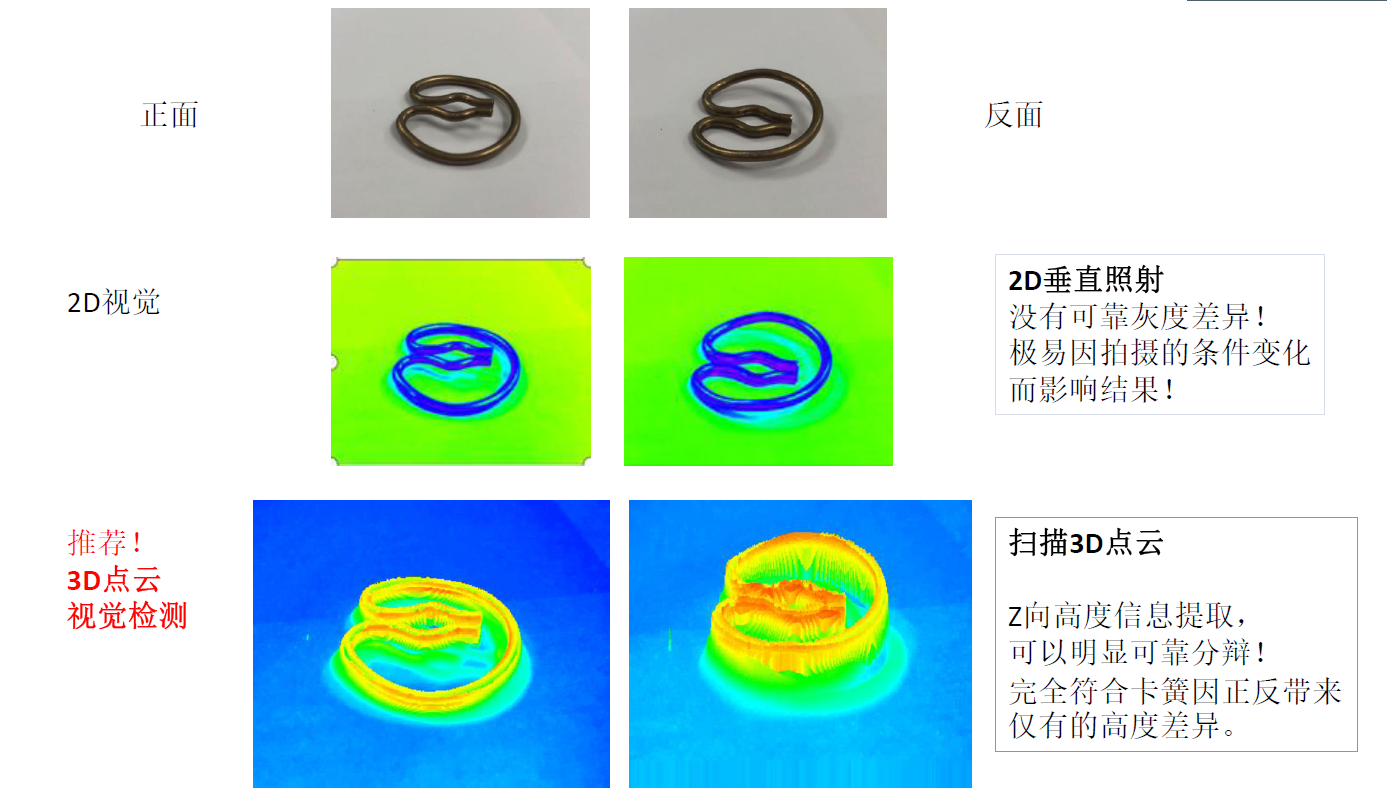
尺寸、高度、位置的变化,如用小视野传感器识别单个卡簧,不同种类得分别调试,调试工作量增加,同时切换时会增加移动类机构的故障率,推荐用大视野一次覆盖;钢背颜色如与卡簧接近,该类检测使用2D传感器很难识别轮廓,推荐使用3D传感器,不仅能覆盖该类型产品的检测,同时可以增加卡簧到位的检测特征——卡簧卡入的深度信息;(因3D传感器调试成本高,所以只对2D传感器无法检测的特征更换为3D);
3、正反检测
通过实际测试,2D传感器无法准确检测出正反安装,只能通过3D引入Z向维度判断。